Sulli小苏:今天详细介绍下推力轴承。推力轴承是用来专门承受轴向力的专用轴承,就是轴平行的方向的力的轴承。推力轴承也称作止推轴承。
「轴承知识」推力轴承的分类与安装检修
推力轴承是用来专门承受轴向力的专用轴承,就是轴平行的方向的力的轴承。推力轴承也称作止推轴承。
推力轴承一般是由两个止推垫片或更多止推垫片和若干滚动体组成,一般止推垫片分为轴片和座片,滚动体一般最常见型式是由铁质或铜质保持架组合成整体。该类型轴承最常见是钢球式推力轴承。推力轴承的设计和使用是为了承受轴向载荷。它们也被称为轴向轴承。这些轴承包括推力球轴承,推力圆柱滚子轴承,推力滚针轴承,推力圆锥滚子轴承和推力调心滚子轴承。
推力轴承结构如图所示,其中轴承壳体是由水平剖分的两半组成,上、下半之间用螺栓 固连并有锥销定位,轴承壳体在轴承座中的轴向位置由垫片(2)来调整、定位、壳体与轴承座在中分面处配作有一骑缝销(8),用以防止壳体周向转动。
每只推力轴承有两组推力瓦环,每组有8块扇形推力瓦块,瓦块由把壳体、瓦块、内环串在一起的园柱销(6)作周向定位,瓦块外弧与壳体内园相配而得以径向定位。内环(5)用螺钉固定在轴承壳体上。
推力轴承是动压轴承,要使轴承正常工作,应以下条件:
1、润滑油具有一粘度;
2、动、静体之间有一定的相对速度;
3、相对运动的两表面倾斜,以形成油楔;
4、外载荷在规定范围之内;
5、足够的油量。
「轴承知识」推力轴承的分类与安装检修
推力轴承的自润滑耐磨耗性能优异,是聚四氟乙烯的800倍,不损伤对磨偶件;热性能良好,热变形度> 275摄氏度,在载荷下可在240摄氏度下长期使用;耐化学腐蚀,电性能优异,所密性好,推力轴承不粘连,且无毒;耐压缩蠕变性良好,比纯聚四氟乙烯高四倍。
「轴承知识」推力轴承的分类与安装检修
推力轴承的分类
推力轴承分为推力球轴承和推力滚子轴承。推力球轴承又分为推力球轴承和推力角接触球轴承。由带滚道的垫圈与球和保持架组件构成与轴配合的滚道圈称做轴圈,与外壳配合的滚道圈称做座圈。双向轴承则将中圈与轴配合,单向轴承可承受单向轴向负荷,双向轴承可承受双向轴向负荷。座圈的安装面呈球面的轴承具有调心性能,可以减少安装误差的影响.此类轴承主要应用于汽车转向机构,机床主轴。
推力滚子轴承分为推力圆柱滚子轴承,推力调心滚子轴承,推力圆锥滚子轴承,推力滚针轴承。
推力圆柱滚子轴承主要应用于石油钻机,制铁制钢机械.推力调心滚子轴承该类轴承主要应用于水力发电机,立式电动机,船舶用螺旋桨轴,塔吊,挤压机等;推力圆锥滚子轴承此类轴承主要用途:单向适用于起重机吊钩,石油钻机转环;双向适用于轧钢机辊颈;平面推力轴承在装配体中主要承受轴向载荷,其应用广泛。
虽然推力轴承安装操作比较简单,但实际维修时仍常有错误发生,即轴承的紧环和松环安装位置不正确,结果使轴承失去作用,轴颈很快地被磨损。紧环安装在静止件的端面上,即错误装配。紧环内圈与轴颈为过渡配合,当轴转动时带动紧环,并与静止件端面发生摩擦,在受到轴向作用力(Fx)时,将出现摩擦力矩大于内径配合阻力矩,导致紧环与轴配合面强制转动,加剧轴颈磨损。
「轴承知识」推力轴承的分类与安装检修
推力轴承的检修与安装
推力轴承多为密切尔式扇形瓦块来承担汽轮机转子运行中的轴向推力。在推力轴承上,位于转子推力盘的工作面和非工作面各有若干块扇形瓦块,每块瓦均用销钉松套在推力轴承壳体内的安装环上,使瓦块略有摆动。当转子静止时,推力瓦块与推力盘面呈平行状态,当转子升速直至额定转数的过程中,油被带入瓦块与推力盘的间隙中,瓦块因进油而形成楔形间隙,随着楔形间隙的减小,使瓦块出口侧因油压力高,而形成油膜。
一、推力轴承的检查
1、将推力轴承试组装,打入中分面销钉,中分面不允许有错口,其接触面应达到75%以上接触,并分布均匀,用0.03 m塞尺塞不入。
2、如推力轴承有球面座与安装环的接触亦应达到75%以上,否则应对其研修刮。
3、清理检查推力轴承的进出油孔和瓦块上乌金面。油孔应畅通,瓦块上的乌金应无脱胎和砂眼(用浸油法或着色法检查)。
4、测量推力瓦块厚度。在平板上移动瓦块,用百分表测量。每块瓦的厚度差,一般不应该超过0.02mm。如有超过,也应在转子推力盘与整组瓦块接触检查中,根据情况修刮。
「轴承知识」推力轴承的分类与安装检修
二、推力轴承工作瓦块和非工作瓦块的修刮
1、对于单置式推力轴承,应首先研磨球面座与其注窝和安装环与球面座接触面,均应合格后,顺序吊入下球面座、转子、装入瓦块和上瓦球面座组件,紧好结合面螺栓,经检查一切正常后,用桥吊作牵引拉动转子,同时将推力盘压向工作瓦面及非工作瓦面,经数圈盘动后,解体检查每块瓦块接触面的接触情况,进行修刮。当用涂红丹法检查接触达到合格后,还应最后以不图红丹的干磨法再检查各瓦块接触面至合格为止。瓦块接触面亦应达到75%以上。
2、对于推力支持联合轴承,在装人下半轴瓦后,在推力盘上涂上薄薄一层红丹油,吊入转子,依饮装入上瓦、球面座和上盖,紧好结合面螺栓,顺运行方向盘动转子,且压向需研刮侧瓦块,根据接触情况进行修刮。
3、当汽缸已扣盖,需检查推力轴承内轴向间隙时,应配制推动转子能轴向位移的专用工具。人工盘动使转子向所需方向移动。
「轴承知识」推力轴承的分类与安装检修
三、测量推力轴承的推力间隙
当推力轴承全部检修并组装好的情况下进行测量时,其方法为:在转子某凸缘处架设百分表,测量转子的轴向移动植。转子盘动的情况下,用专用工具推动转子,分别移向前、后的极限位置,记录百分表的最大值和最小值,其差即为推力间隙。推力轴承,还应在支持轴承部分的端面,架上百分表,测取支持轴承在推动转子时的位移,从转子架设的百分表的移动值中,减去支持轴承的位移,才是真正的推力间隙。
推力间隙若需调整时,应结合转子轴向通流间隙的调整要求,综合考虑,即将转子压紧工作瓦块,测量通流部分各尺寸符合要求时定位。在将转子压向非工作瓦块,从转子所架百分表测出推力间隙。若不符合要求,可调整调整环内垫片厚度,使推力轴承定位点和推力间隙,均处于所要求的数据范围内。
四、推力轴承的最后组装
组装中还应修刮调整各挡油环的间隙,推力瓦块上的金属测温元件及导线的可靠固定,并再次复查轴向各间隙,有无异常。当一切正常时,再装推力轴承上盖,其紧力或间隙符合制造厂规定时,紧固水平结合面螺栓。再次盘动汽轮机转子,测取推力间隙,确认合格后,安装完毕。
「轴承知识」推力轴承的分类与安装检修
本文章内容由收集整理于网络,目的在于传递更多信息,如有侵犯到您权益,请联系删除
需要了解更多进口轴承信息欢迎在评论区留言交流
想要了解轴承/滑块的哪一方面内容都可以在评论区给小编留言
 印刷机轴承F553575.01.NUP SEW型号
印刷机轴承F553575.01.NUP SEW型号  机床主轴轴承HCB7008-C-T-P4S-UL型号
机床主轴轴承HCB7008-C-T-P4S-UL型号  罗兰印刷机F-27991.03.NKIA开牙球轴承
罗兰印刷机F-27991.03.NKIA开牙球轴承  F-53125.02德国原装进口海德堡印机滚针轴承00.550.0322
F-53125.02德国原装进口海德堡印机滚针轴承00.550.0322  K110x117x40ZWF 德国INA原装进口 海德堡印刷机轴承 00.550.0622 东莞welcometo欢迎光临888集团现货供应(图文)
K110x117x40ZWF 德国INA原装进口 海德堡印刷机轴承 00.550.0622 东莞welcometo欢迎光临888集团现货供应(图文)  AXK5070 德国INA原装 推力滚针轴承和保持架组件 推力轴承垫圈 东莞welcometo欢迎光临888集团现货供应(图文)
AXK5070 德国INA原装 推力滚针轴承和保持架组件 推力轴承垫圈 东莞welcometo欢迎光临888集团现货供应(图文) 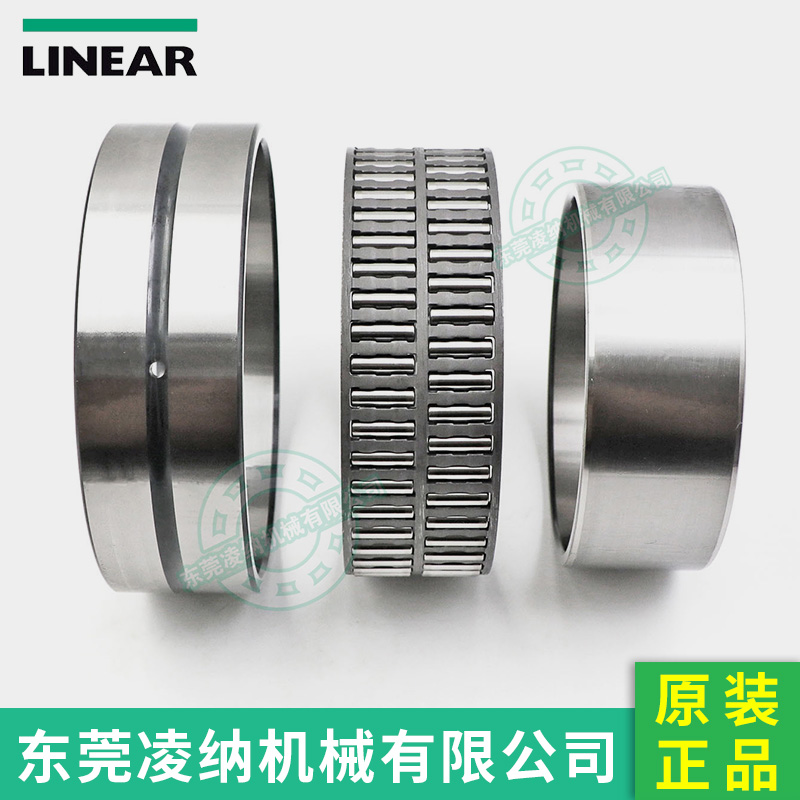 K110x117x40ZWF 德国INA原装进口 海德堡印刷机轴承 00.550.0620 东莞welcometo欢迎光临888集团现货供应(图文)
K110x117x40ZWF 德国INA原装进口 海德堡印刷机轴承 00.550.0620 东莞welcometo欢迎光临888集团现货供应(图文) 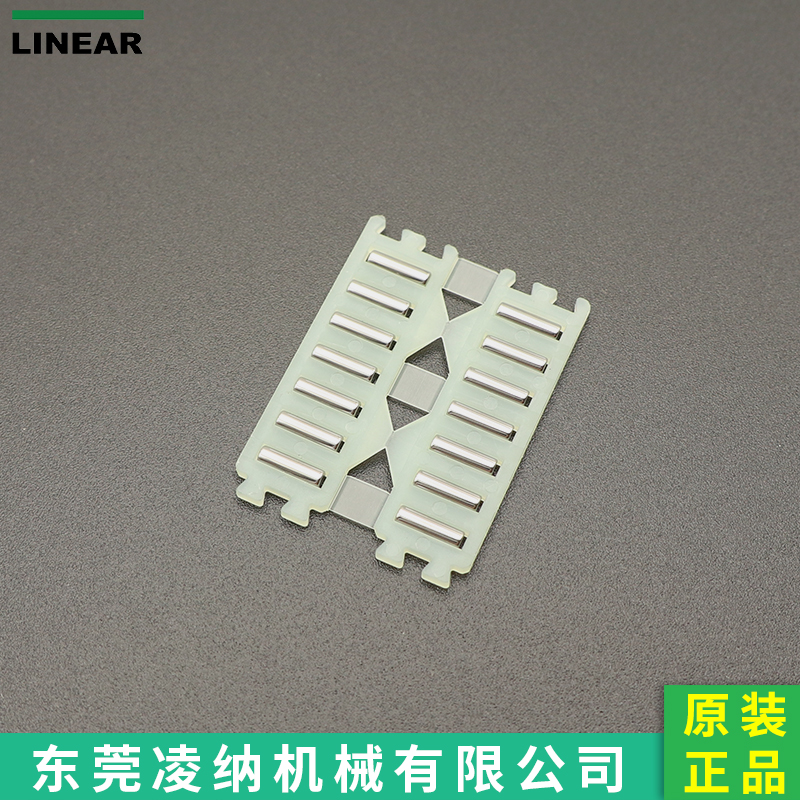 滚针平板保持架 FF2025-ZW 配件号 00.550.1267 现货供应 东莞welcometo欢迎光临888集团机械(图文)
滚针平板保持架 FF2025-ZW 配件号 00.550.1267 现货供应 东莞welcometo欢迎光临888集团机械(图文)  INA滚针轴承 HFL2530 配件号00.550.0944 东莞代理商(图文)
INA滚针轴承 HFL2530 配件号00.550.0944 东莞代理商(图文)  F-87592.03.NUKR 德国INA原装进口 海德堡印刷机翻转开牙球轴承 东莞welcometo欢迎光临888集团现货
F-87592.03.NUKR 德国INA原装进口 海德堡印刷机翻转开牙球轴承 东莞welcometo欢迎光临888集团现货 

